据三菱材料介绍,以前一直使用砂轮以机械方式对切削刀具进行形态加工,但砂轮在小型化上存在极限,能够加工的尺寸有限。另外,在处理cBN(立方氮化硼)烧结体及金刚石等难加工材料时,只能利用相同的cBN烧结体及金刚石砂轮来加工,此时,砂轮很快就会磨损变形,并且也难以保证加工出的刀具的尺寸精度。
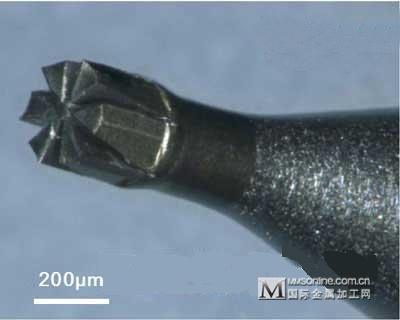
cBN烧结体的方形立铣刀产品示例(刀头直径为0.3mm)。图片由三菱材料提供。
而此次利用激光的切削刀具加工技术利用激光聚光,能实现比机械加工可实现的几十μm更小的聚光直径,而且也不会像砂轮那样产生磨损,因此加工时无需调整。另外,加工时无需向加工对象施加外力,因此不会产生应变,可保证加工出的刀具的尺寸精度。
利用该技术,在处理难加工材料时,不仅能够通过简单切割做平面加工,而且还可实现拥有一定深进的立体加工等,从而可制造出拥有自由形状及微细锋利刀刃的切削刀具。三菱材料今后将把该技术应用于以使用cBN烧结体的小直径立铣刀等切削刀具产品。